Today the TIPO B system is the most innovative solution for the fabrication of plates for many varied industries.
TIPO B has been designed with the aim to integrate all the functions which are required in plate fabrication.
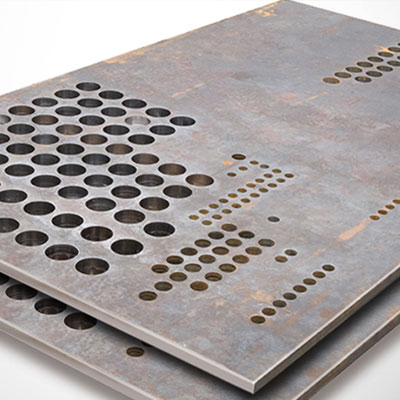
The ability to start with raw material and end with the finished part after completion of all the necessary operations such as drilling, milling, punching, marking, scribing and cutting the part to the desired size and shape is what makes the TIPO B truly unique.
The CNC line model TIPO B consists of a closed bridge press frame that includes a punching head, drilling head, tool changer, marking unit, plasma cutting unit and an oxyfuel cutting unit that is capable of processing plates from 6 mm to 100 mm in thickness and up to 2540 mm in width.
The infeed and outfeed conveyor can be configured with additional sections of conveyor in order to achieve the desired length of plate to be processed starting from the standard length of 6 metres.
The plate positioning is accomplished with a lateral material clamping device that positions the material to precise tolerances regardless of any irregularities in the plate edge condition from the rolling process or from the removal of prior piece parts that were generated from the stock plate.
A two/three gripper system with a very precise rack and pinion linear device is used to position the plate and measure its actual location.
A 1000 kN hydraulic punching head is typically utilized to generate holes in plates up to 25 mm thickness.
Quick punching is integrated with the thermal cutting for maximum productivity.
The plate and the punching head move fast transferred to the programmed position through rack and pinion and brushless motors.
A high performance machining spindle capable of up to 3000 RPM with a ball screw feed can be furnished to add significant perforating capabilities to the TIPO B.
A tool-changer with 5 positions can be combined with the drilling head to allow the automatic processing of parts within a nest that requires the production of different operations or hole sizes.
The robust drill head of the TIPO B has a spindle (19 kW / 25 hp) with an ISO 45 tool holder which is suitable for lateral and frontal milling operations.
This combination of power and speed takes full advantage of not only high speed steel drills with internal/external lubrication, but also high performance insert tools such as carbide.
The TIPO B can be equipped with an 80 kN marking unit having a disc with 38 alphanumeric characters. The marking head can quickly generate part identification marks that are deep enough to remain readable, even after painting or galvanizing.
The system is provided with a Hypertherm 260A torch for processing plates up to 38 mm in thickness. More powerful plasma units are available optionally.
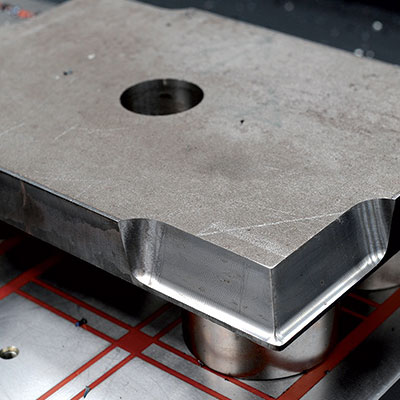
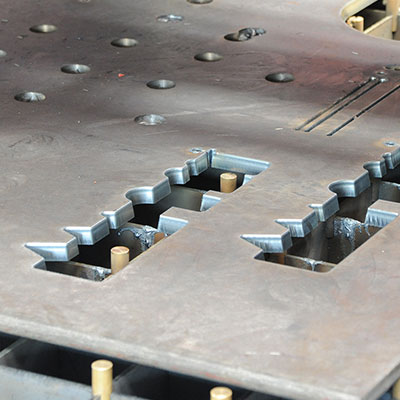
The plasma torch is utilized to contour a cutting operation of the parts from the nested stock plate.
During the plasma cutting process, Ficep software monitors the power to the torch and adjusts its height position accordingly to grant the highest cut quality.
By drilling a starter hole, it is possible to use the plasma to cut up to a thickness of 58 mm and higher with more powerful plasma units.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}